專注精雕 精密雕銑
13年來? 專注精雕機創(chuàng)新研發(fā)的生產(chǎn)廠家
400-9630-833
13923413250
13年來? 專注精雕機創(chuàng)新研發(fā)的生產(chǎn)廠家
400-9630-833
13923413250
全國服務(wù)熱線
18823672556
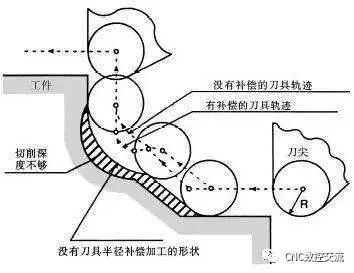
數(shù)控機床的刀具補償概念在我們生活中應(yīng)用很多。例如,在駕駛汽車繞過一塊石頭時,會讓汽車靠石頭的一邊繞過石頭,而且要考慮到汽車是有一定寬度的,所以讓汽車中心線遠離石頭至少半個車寬的距離。二十世紀六七十年代的數(shù)控加工中沒有補償?shù)母拍睿跃幊倘藛T不得不圍繞刀具的理論路線和實際路線的相對關(guān)系來進行編程,容易產(chǎn)生錯誤。補償?shù)母拍畛霈F(xiàn)以后極大地提高了編程的工作效率。鑫騰輝數(shù)控專業(yè)生產(chǎn)各種專用機床,石墨雕銑機,陶瓷雕銑機,石墨我們最近推向市場的兩款新型設(shè)備,針對石墨才是和工業(yè)陶瓷材料的加工我們做了專門的設(shè)計,價格咨詢電話136_998_99025。
在數(shù)控加工中有三種補償:刀具半徑補償、刀具長度補償、夾具補償。這里鑫騰輝數(shù)控主要介紹刀具半徑補償?shù)脑怼?/p>
一、刀具半徑補償?shù)幕靖拍?br />
1、什么是刀具半徑補償
根據(jù)按零件輪廓編制的程序和預(yù)先設(shè)定的偏置參數(shù),實時自動生成刀具中心軌跡的功能成為刀具半徑補償功能。
2、刀具半徑功能的主要用途
(1)由于刀具的磨損或因換刀引起的刀具半徑變化時,不必重新編程,只需修改相應(yīng)的偏置參數(shù)即可。
(2)加工余量的預(yù)留可通過修改偏置參數(shù)實現(xiàn),而不必為粗、精加工各編制一個程序。
3、刀具半徑補償?shù)某S梅椒?br />
(1)B刀補
特點:刀具中心軌跡的段間都是用圓弧連接過渡。
優(yōu)點:算法簡單,實現(xiàn)容易。
缺點:①外輪廓加工時,由于圓弧連接時,刀具始終在一點切削,外輪廓尖角被加工成小圓角。
②內(nèi)輪廓加工時,必須由編程人員人為的加一個輔助的過渡圓弧,且必須保證過渡圓弧的半徑大于刀具半徑。這樣:一是增加編程工作難度;二是稍有疏忽,過渡圓弧半徑小于刀具半徑時,會因刀具干涉而產(chǎn)生過切,使加工零件報廢。
(2)C刀補
特點:刀具中心軌跡段間采用直線連接過渡。直接實時自動計算刀具中心軌跡的轉(zhuǎn)接交點。
優(yōu)點:尖角工藝性好;在加工內(nèi)輪廓時,可實現(xiàn)過切自動預(yù)報。
兩種刀補在處理方法上的區(qū)別:B刀補采用讀一段,算一段,走一段的處理方法。故無法預(yù)計刀具半徑造成的下一段軌跡對本段軌跡的影響 C刀補采用一次對兩段進行處理的方法。先處理本段,再根據(jù)下一段來確定刀具中心軌跡的段間過渡狀態(tài),從而完成本段刀補運算處理。
二、刀具半徑補償?shù)墓ぷ髟?br />
1、刀具半徑補償?shù)倪^程
刀具半徑補償?shù)倪^程分三步。
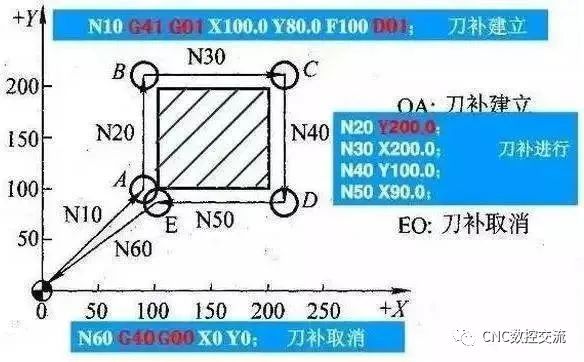
(1)刀補建立
指刀具從起點接近工件時,刀具中心從與編程軌跡重合過渡到與編程軌跡偏離一個偏置量的過程。該過程的實現(xiàn)必須有G00或G01功能才有效。
(2)刀補進行
在G41或G42程序段后,程序進入補償模式,此時刀具中心與編程軌跡始終相距一個偏置量,直到刀補取消。
(3)刀補撤消
刀具離開工件,刀具中心軌跡過渡到與編程軌跡重合的過程稱為刀補取消,刀補的取消用G40來執(zhí)行。
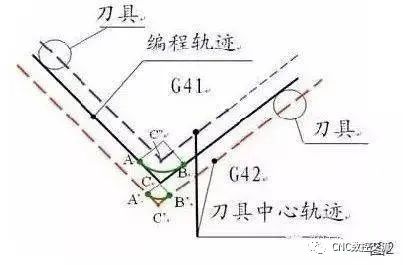
如圖所示,刀具半徑補償?shù)倪^程的程序如下:
2、刀具半徑補償?shù)淖⒁馐马?br />
(1)刀具半徑補償?shù)慕⑴c取消,只有在移動指令G00或G01下才能生效。
(2)刀具半徑補償?shù)慕⑴c取消,應(yīng)在輔助程序段中進行,不能編程在輪廓加工的程序段上。
(3)刀具半徑的補償值存儲在指定的寄存器中,當?shù)毒甙霃窖a償值發(fā)生變化時,只需要修改寄存器中的值即可,不需要修改程序。因此,利用刀具半徑補償功能編寫的輪廓加工程序,與刀具半徑無關(guān)。
3、刀具半徑補償?shù)霓D(zhuǎn)接形式和過渡方式
(1)轉(zhuǎn)接形式
隨著前后兩段編程軌跡線形的不同,相應(yīng)的刀具中心軌跡有不同的轉(zhuǎn)接形式。CNC系統(tǒng)都有直線和圓弧插補功能,對這兩種線形組成的編程軌跡,有四種轉(zhuǎn)接形式:
1)直線有直線轉(zhuǎn)接;
2)直線與圓弧轉(zhuǎn)接;
3)圓弧與直線轉(zhuǎn)接;
4)圓弧與圓弧轉(zhuǎn)接。
(2)過渡方式
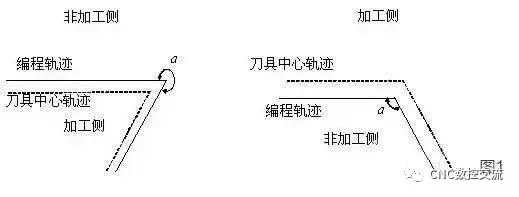
矢量夾角α:兩編程軌跡在交點處非加工側(cè)的夾角。
根據(jù)矢量夾角和刀補方向(G41/G42),從一編程段到另一編程段的連接方式(過渡方式)有三種:
縮短型:α≥1800
伸長型:900≤α≤1800
插入型:00≤α≤900
4、刀具中心軌跡的轉(zhuǎn)接形式和過渡方式列表
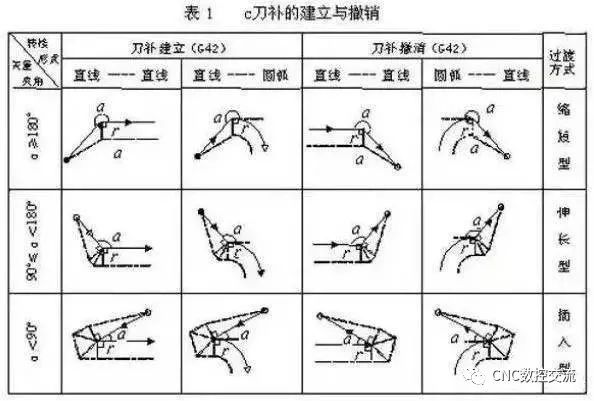
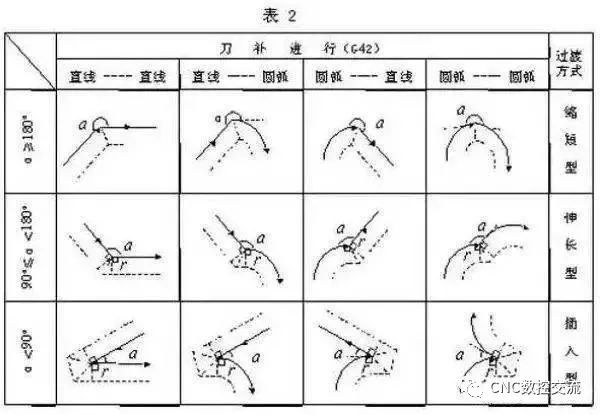
上圖給出了四種轉(zhuǎn)接形式的三種過渡方式在插補過程(三步)中的刀具中心軌跡的列表。表中,實線---編程軌跡,虛線---刀具中心軌跡,箭頭---走刀方向,α---矢量夾角,r—刀具中心偏置量。
對刀補建立程序段:
當本段編程軌跡與下段編程軌跡為非縮短型時,刀具中心將從起刀點快速走到本段編程軌跡終點處的刀具半徑矢量的頂點;當為縮短型時,刀具中心將從起刀點快速走到下段編程軌跡起點處的刀具半徑矢量的頂點。
對刀補撤消程序段:
當本段編程軌跡與下段編程軌跡為非縮短型時,刀具中心將從撤消段編程軌跡起點處的刀具半徑矢量的頂點走到編程終點;當為縮短型時,刀具中心將從上段編程軌跡終點處刀具半徑矢量的頂點快速走到編程軌跡終點。
5、刀具中心軌跡的計算依據(jù):編程軌跡和刀具中心偏置量。
計算任務(wù):計算出刀具中心軌跡各組成線段的各交點的值,即計算J,K,C,Cˊ點的坐標值。
計算的已知量:
刀具半徑矢量,編程矢量,矢量夾角α。
計算方法:J點和K點可根據(jù)刀具半徑矢量的模量和方向(垂直于編程矢量)計算。
C點和Cˊ點的坐標可有已知矢量的幾何關(guān)系計算。
6、刀具補償?shù)膶嵗?/p>
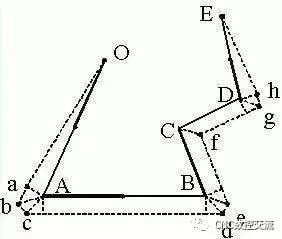
下面說明刀具半徑補償?shù)墓ぷ鬟^程,如圖。
(1)讀入OA,判斷是刀補建立。
(2)讀入AB,根據(jù)矢量夾角小于90°過渡方式為插入型。則計算a,b,c的坐標值,輸出線段Oa、ab、bc,作為刀心軌跡,進行插補。
(3)讀入BC,根據(jù)矢量夾角小于90°過渡方式為插入型。則計算d、e的坐標值,輸出線段cd、de,作為刀心軌跡,進行插補。
(4)讀入CD,根據(jù)矢量夾角大于180°過渡方式為縮短型。則計算f的坐標值,輸出線段ef,作為刀心軌跡,進行插補。
(5)讀入DE,判斷是刀補撤消,根據(jù)矢量夾角大于90°而小于180°,過渡方式為伸長型。則計算g、h的坐標值,輸出線段fg、gh、hE,作為刀心軌跡,進行插補。
(6)刀具半徑補償處理結(jié)束。
關(guān)注互動








