專注精雕 精密雕銑
13年來? 專注精雕機創(chuàng)新研發(fā)的生產(chǎn)廠家
400-9630-833
13923413250
13年來? 專注精雕機創(chuàng)新研發(fā)的生產(chǎn)廠家
400-9630-833
13923413250
全國服務熱線
18823672556
在使用數(shù)控精雕機進行數(shù)控加工的過程中,不管是銑還是削,可能因切削刀具、刀柄、機床、工件或夾具的局限性而產(chǎn)生振動。振動是我們數(shù)控加工的人員都要想盡辦法來避免的,不光是加工精度的問題,還有的比較嚴重的振動,直接可以毀掉刀具和工件,后果是相當嚴重,鑫騰輝數(shù)控專業(yè)生產(chǎn)各種型號數(shù)控精雕機,對減少振動,我們考慮使用一些策略。數(shù)控加工并不難一提振動都不談。
01 切削刀具
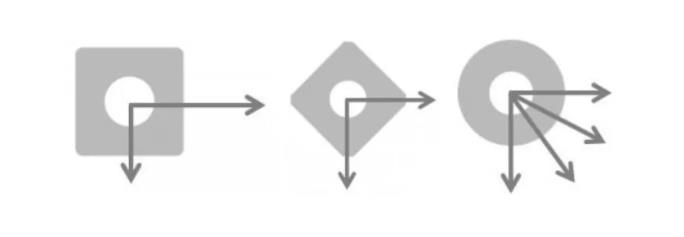
1)對于面銑,必須考慮切削力的方向:
使用90°銑刀時,切削力主要集中于徑向。在長懸伸工況下,這會使銑刀發(fā)生偏擺;但是,在銑削薄壁/振動敏感零件時,低軸向力是有利的
45°銑刀能夠產(chǎn)生均勻分布的軸向力和徑向力
圓刀片銑刀將大部分力沿著主軸向上引導,特別是在切深較小時。此外,10°銑刀將主要的切削力傳遞到主軸中,從而減少因長刀具懸伸而產(chǎn)生的振動
2)為工序選擇盡可能小的直徑
3)DC應比ae大20-50%
4)選擇疏齒和/或不等齒距銑刀
5)重量輕的銑刀是有利的,例如采用鋁合金刀體的銑刀
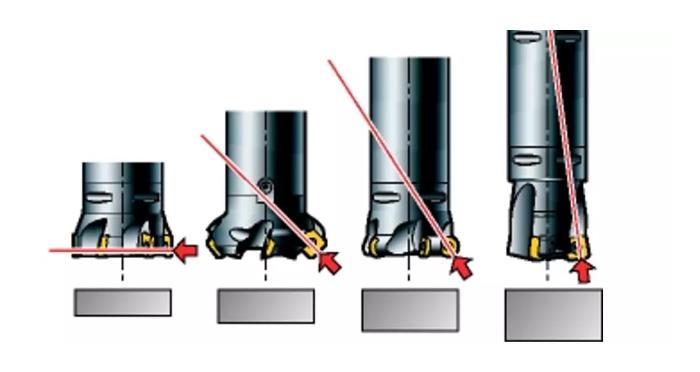
對于不穩(wěn)定的薄壁工件,使用大主偏角=小軸向切削力;在長刀具懸伸工況下,使用小主偏角 = 高軸向切削力。
02 刀柄
使用Coromant Capto?模塊化刀柄系統(tǒng)能夠組裝出所需長度的刀具,同時保持高穩(wěn)定性和最小跳動量。
1)使刀具總成保持盡可能高的剛性和盡可能短的長度
2)選擇盡可能大的接桿直徑/尺寸
3)使用適合過尺寸銑刀的Coromant Capto?接桿,避免使用縮徑接桿
4)對于小尺寸銑刀,如有可能,使用錐形接桿
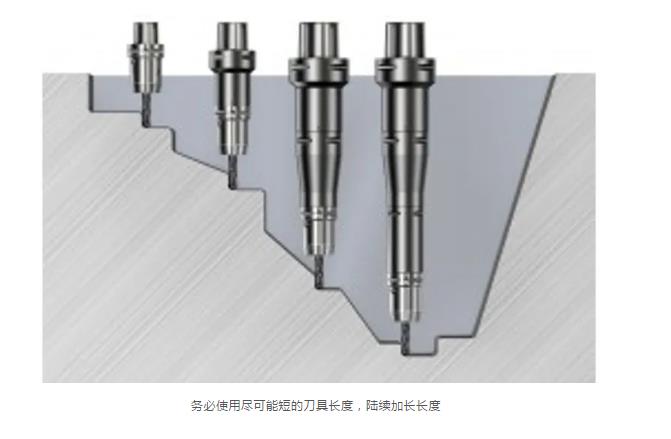
5)在最后一次走刀位于零件深處的工序中,在預定位置改用加長刀具。根據(jù)每種刀具長度調(diào)整切削參數(shù)
6)如果主軸轉(zhuǎn)速超過20000 rpm,則使用經(jīng)過動平衡的切削刀具和刀柄

過尺寸銑刀
務必使用盡可能短的刀具長度,陸續(xù)加長長度
03 減振銑刀
如果懸伸大于4倍刀具直徑,則銑削振動趨勢可能變得更明顯,Silent Tools?減振銑刀能夠顯著提高生產(chǎn)率。
04 切削刃
要降低切削力:
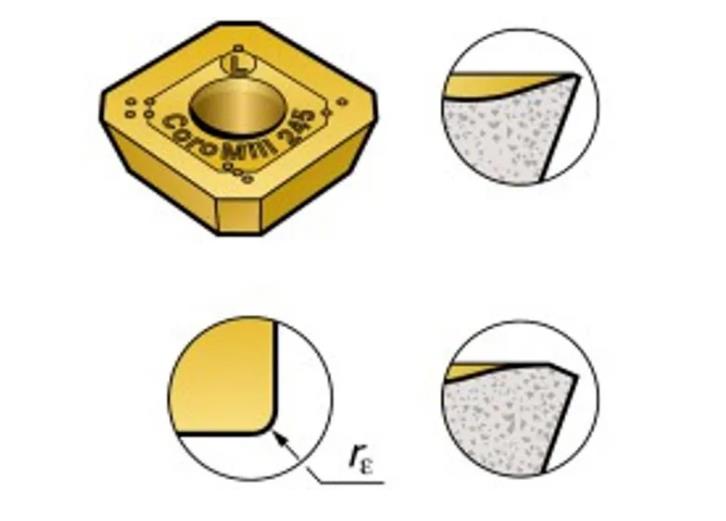
1)選擇具有鋒利切削刃的輕載槽型-L和薄涂層材質(zhì)
2)使用具有小刀尖圓弧半徑和小平行刃帶的刀片
有時,可通過為系統(tǒng)增加更多阻尼來減少振動趨勢。使用負前角更大的切削刃槽型和略微磨損的切削刃。

05 切削參數(shù)和刀具路徑編程
1)務必相對于銑削表面偏中心定位銑刀
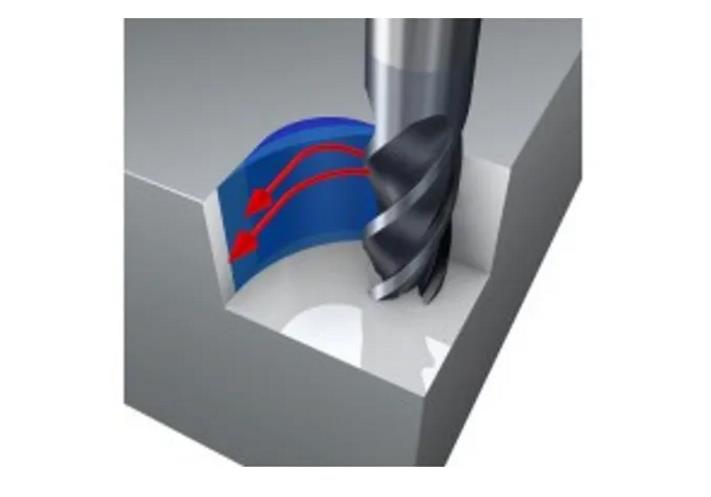
2)對于KAPR 90°長刃銑刀或立銑刀,使用小徑向切深 (最大ae = 25%×DC) 和大軸向切深 (最大ap = 100%×De)
3)面銑時,使用小切深ap和高進給fz以及圓刀片或具有小主偏角的高進給銑刀
4)通過大圓弧走刀編程避免在拐角中出現(xiàn)振動,參見內(nèi)拐角銑削
5)如果切屑厚度變得過薄,則切削刃將剮蹭而不是切削,從而產(chǎn)生振動。在這種情況下,應增加每齒進給量
06 機床
機床狀況可能對銑削振動趨勢產(chǎn)生較大的影響。主軸軸承或進給機構過度磨損將導致較差的加工性能。謹慎選擇加工策略和切削力方向,以充分利用機床穩(wěn)定性。
每個機床主軸都有易于振動的不穩(wěn)定區(qū)域。穩(wěn)定切削區(qū)域由穩(wěn)定性圖描述,并隨轉(zhuǎn)速的增加而增大。即使低至50 rpm的轉(zhuǎn)速增幅也能使切削過程從振動的不穩(wěn)定狀態(tài)變?yōu)榉€(wěn)定狀態(tài)。
07 工件及其夾具
銑削薄壁/有底座的零件時以及/或者夾具剛性較差時,考慮以下幾點:
1)夾具應接近機床工作臺
2)朝向機床/夾具強度最高的位置優(yōu)化刀具路徑和進給方向,以獲得最穩(wěn)定的切削條件
3)避免沿著工件未受到充分支撐的方向加工
4)當夾具和/或工件在某個特定方向上的剛性較差時,逆銑能夠減少振動趨勢
當夾具剛性較差時,使用朝向機床工作臺的進給方向
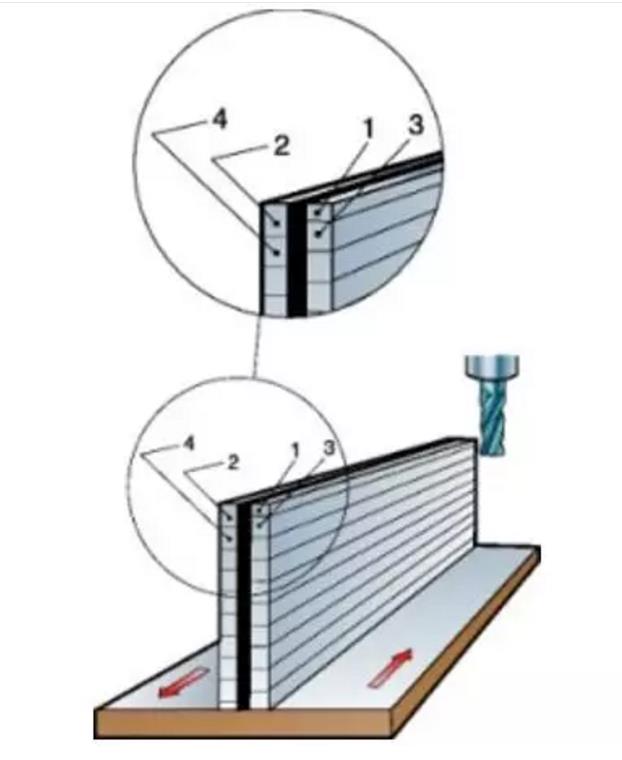
請注意,應以第二次切削切深的1/2執(zhí)行第一次切削,以第三次切削切深的1/2執(zhí)行第二次切削,以此類推。
深圳市鑫騰輝數(shù)控設備有限公司發(fā)展十多年,技術實力雄厚,各類專業(yè)技術人員占企業(yè)員工的30%,較強的技術開發(fā)能力和完善的質(zhì)保體系,可以根據(jù)客戶的需求來訂做各種數(shù)控機床。精雕機、雕銑機是我們公司的主打產(chǎn)品,歡迎各界朋友來廠里參觀考察。數(shù)控精雕機廠家聯(lián)系電話 139-234-13250 。
關注互動








