專注精雕 精密雕銑
13年來? 專注精雕機創(chuàng)新研發(fā)的生產廠家
400-9630-833
13923413250
13年來? 專注精雕機創(chuàng)新研發(fā)的生產廠家
400-9630-833
13923413250
全國服務熱線
18823672556
在數(shù)控加工中,若是對刀具性能不了解,或是選擇了不合適的切削參數(shù),都有可以對刀具造成磨損,所以要想提升刀具的使用壽命,除了了解所用刀具的性能之外,還需要了解刀具磨損的形式,從而改善工藝。下面鑫騰輝數(shù)控帶大家看看以下數(shù)控精雕機刀具破損有哪幾種形式:
1、切削刃微崩
當工件材料組織、硬度、余量不均勻,前角偏大導致切削刃強度偏低,工藝系統(tǒng)剛性不足產生振動,或進行斷續(xù)切削,刃磨質量欠佳時,切削刃容易發(fā)生微崩,即刃區(qū)出現(xiàn)微小的崩落、缺口或剝落。出現(xiàn)這種情況后,刀具將失去一部分切削能力,但還能繼續(xù)工作。繼續(xù)切削中,刃區(qū)損壞部分可能迅速擴大,導致更大的破損。
2、切削刃或刀尖崩碎
這種破損方式常在比造成切削刃微崩更為惡劣的切削條件下產生,或者是微崩的進一步的發(fā)展。崩碎的尺寸和范圍都比微崩大,使刀具完全喪失切削能力,而不得不終止工作。刀尖崩碎的情況常稱為掉尖。
3、刀片或刀具折斷
當切削條件極為惡劣,切削用量過大,有沖擊載荷,刀片或刀具材料中有微裂,由于焊接、刃磨在刀片中存在殘余應力時,加上操作不慎等因素,可能造成刀片或刀具產生折斷。發(fā)生這種破損形式后,刀具不能繼續(xù)使用,以致報廢。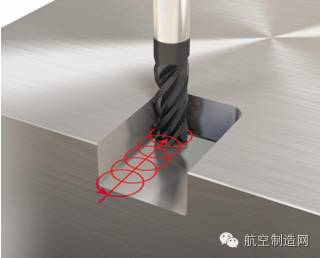
4、刀片表層剝落
對于脆性很大的材料,如TiC含量很高的硬質合金、陶瓷、PCBN等,由于表層組織中有缺陷或潛在裂紋,或由于焊接、刃磨而使表層存在著殘余應力,在切削過程中不夠穩(wěn)定或刀具表面承受交變接觸應力時極易產生表層剝落。剝落可能發(fā)生在前刀面,刀可能發(fā)生在后刀面,剝落物呈片狀,剝落面積較大。涂層刀具剝落可能性較大。刀片輕微剝落后,尚能繼續(xù)工作,嚴重剝落后將喪失切削能力。
5、切削部位塑性變型
具鋼和高速鋼由于強度小硬度低,在其切削部位可能發(fā)生塑性變型。硬質合金在高溫和三向壓應力狀態(tài)直工作時,也會產生表層塑性流動,甚至使切削刃或刀尖發(fā)生塑性變形面造成塌陷。塌陷一般發(fā)生在切削用量較大和加工硬材料的情況下。TiC基硬質合金的彈性模量小于WC基硬質合金,故前者抗塑性變形能力加快,或迅速失效。PCD、PCBN基本不會發(fā)生塑性變形現(xiàn)象。

6、刀片的熱裂
當?shù)毒叱惺芙蛔兊臋C械載荷和熱負荷時,切削部分表面因反復熱脹冷縮,不可避免的產生交變的熱應力,從而使刀片發(fā)生疲勞而開裂。例如,硬質合金銑刀進行高速銑削時,刀齒不斷受到周期性地沖擊和交變熱應力,而在前刀面產生梳狀裂紋。有些刀具雖然并沒有明顯的交變載荷與交變應力,但因表層、里層溫度不一致,也將產生熱應力,加上刀具材料內部不可避免地存在缺陷,故刀片也可能產生裂紋。裂紋形成后刀具有時還能繼續(xù)工作一段時間,有時裂紋迅速擴展導致刀片折斷或刀面嚴重剝落。
在清楚刀具因何磨損后,做出相應的措施,就可以提升刀具的使用壽命和加工效率。

鑫騰輝數(shù)控專注于高效精密數(shù)控機床的研發(fā)、制造和售后服務。主導產品包括石墨精雕機、陶瓷精雕機、數(shù)控精雕機、精雕機、加工中心等數(shù)控機床,已形成多品種、多規(guī)格、系列化覆蓋同行業(yè)同類產品的格局。鑫騰輝數(shù)控構建了營銷網絡,與國內多個地區(qū)企業(yè)建立了穩(wěn)定的合作關系,為國內眾多企業(yè)提供各種安全、高效、精密的通用型或專用型機床。鑫騰輝數(shù)控咨詢電話:13699899025。
關注互動








