專注精雕 精密雕銑
13年來? 專注精雕機創(chuàng)新研發(fā)的生產(chǎn)廠家
400-9630-833
13923413250
13年來? 專注精雕機創(chuàng)新研發(fā)的生產(chǎn)廠家
400-9630-833
13923413250
全國服務熱線
18823672556
加工模具使用專用的模具精雕機,做起來是非常迅速的,關(guān)鍵還能保持非常高的精度。模具行業(yè)最近的幾年沒有那么的火爆了,但是一些高精密的模具現(xiàn)在做的也是非常好的,并且生意做得也是越來越好,現(xiàn)在還可以做一些出口的單子。讓模具加工做得越來越好,就需要專用的數(shù)控模具精雕機,鑫騰輝數(shù)控專業(yè)生產(chǎn)各種數(shù)控精雕機已經(jīng)有近十年的時間了,模具精雕機技術(shù)成熟,產(chǎn)品性能穩(wěn)定,價格咨詢電話139_234_13250。

機床特點:


雙區(qū)分離設備設計——將加工區(qū)域和電器區(qū)設計為兩個獨立區(qū)域,互不干涉。機床維護清理十分便利,同時延長精密電器組件的使用壽命,延緩線路老化。

伺服刀庫——配備容量多達12把的伺服刀庫,采用伺服傳動比氣缸推進機構(gòu)換刀速度更快,運行更穩(wěn)定。

重載機身——采用低重心,高強度米漢那級鑄鐵打造的優(yōu)質(zhì)機身,承載能力更強、機床抑振性能更優(yōu)、加工效果更佳。
機床功能:
自動換刀系統(tǒng):本機標配自動換刀系統(tǒng),該系統(tǒng)具備高速自動換刀功能,換刀速度快且刀庫容量大,能夠有效提升加工效率,節(jié)約人力成本。
24小時不間斷運行:M650模具精雕機系列機床,針對模具加工的特點優(yōu)化了機床的散熱和潤滑系統(tǒng),即使是持續(xù)的高強度加工,機床依舊能夠輕松應對。
精密自動對刀:只需一鍵操作,即可完成刀具的自動對刀,方便快捷。
產(chǎn)品實拍圖:




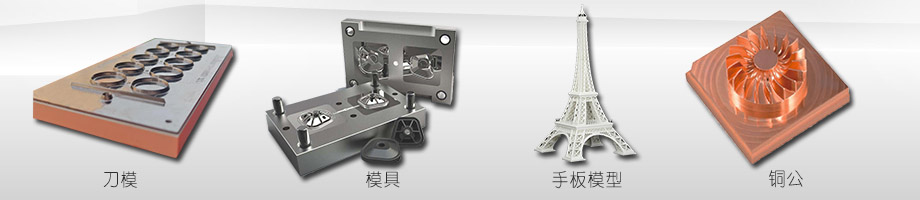
模具精雕機的應用:
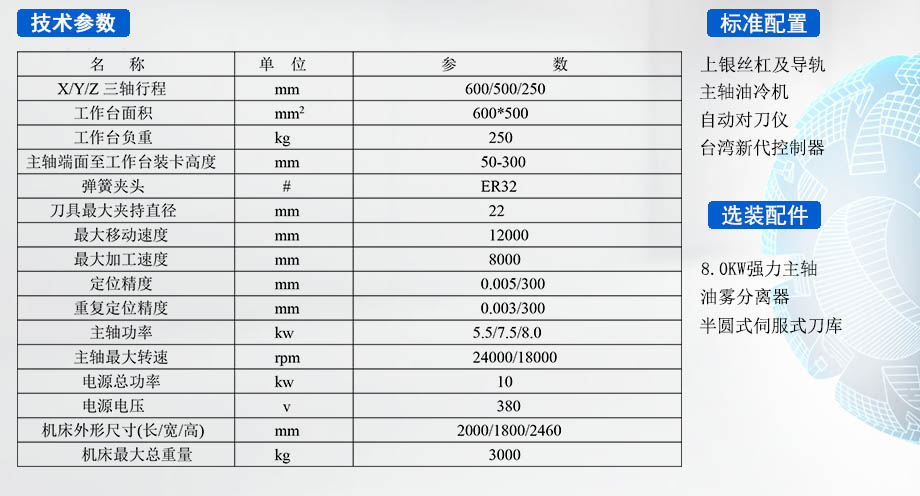
M650D帶刀庫模具精雕機是一臺功能強大的CNC模具精加工機床。模具精雕機相對加工中心來說具有更高的加工精度和更佳的表面光潔度,很多時候與加工中心配合使用。模具是CNC加工中最為常見的一類,有塑膠模、硅膠模、沖壓模、鞋模、刀模等等,采用M650模具精雕機即可實現(xiàn)對此類產(chǎn)品的精密加工。
塑膠模具
塑膠模具主要是指用于注射、壓塑、吹塑、擠塑、吹塑以及低發(fā)泡成型的復合模具的統(tǒng)稱。利用凸、凹兩種模具及輔助成型系統(tǒng)的相互作用,就能制造出不同尺寸規(guī)格的塑膠制品。塑膠模具發(fā)展的比較早,盡管近些年模具行業(yè)的發(fā)展處于低谷期,但是很多時候人們還是要采用這種制造手段來實現(xiàn)產(chǎn)品的批量化生產(chǎn)。
紫銅電極
紫銅電極是模具制造過程中又一個關(guān)鍵環(huán)節(jié),就是人們通常所說的“銅公”。對于一些不能直接通過CNC加工成型的模具構(gòu)造,往往就要借助銅公來實現(xiàn),通過紫銅電極在火花機上放電,來實現(xiàn)你所需要的構(gòu)型。M650模具精雕機可以加工各類高精密銅公。
手板治具
手板治具這一領(lǐng)域使用模具精雕機在幾年前是比較少見的,隨著近幾年手板治具對精度以及材料的要求都不斷提升,使得現(xiàn)在很多的手板廠商都開始采用模具精雕機來加工,這樣能夠大大提升產(chǎn)品的加工精度以及加工效果。
刀模
刀模是一種比較特殊的模具制品,通過它的名字可以看出,這是一種用于切割的模具,刀模在制鞋領(lǐng)域應用較多。首先采用模具精雕機在特殊的模具鋼料上加工出鋒利的刀鋒,然后再將它安置在相關(guān)設備上,再通過設備施加足夠的壓力,達到對皮革等材料切削的目的。刀模的主要用戶目前主要集中在福建地區(qū)。
聯(lián)系方式:
東莞市望輝機械有限公司
聯(lián)系人:許先生
聯(lián)系電話:139 234 13250
廠址:東莞市大朗鎮(zhèn)犀牛陂村瓦窯街35號
網(wǎng)址:www.lakk.cn
在精密機械零配件加工中的剛度,通常指被加工零件抵抗合成外力的強度,在車削加工中,車床—夾具—刀具構(gòu)成的工藝系統(tǒng)是彈性系統(tǒng),這是因為機床在運轉(zhuǎn)時有運動偏差,并帶動安裝其上的工裝在旋轉(zhuǎn)時產(chǎn)生偏差,以及刀具架在加工中平移走刀時,被加工零件對刀具架有反作用力,使之變形,故從整體上看,機加工是“以一個偏差影響或糾正另一個偏差”的動態(tài)被償過程,薄壁型零件加工時對此較為敏感。
由于工藝系統(tǒng)剛性不足,加工時會產(chǎn)生彈性壓移,形成加工誤差,又由于工藝系統(tǒng)剛度沿工件面的各個位置不同,所以加工后的零件各截面的尺寸也不一致。以軸加工為例, 在軸上的各截面尺寸就是圓度,因此剛性弱的機械零件加工時容易在加工表面造成幾何誤差。
鑒于上述薄壁套件在安裝和裝夾中的風險因素,定位薄壁套件,減少夾緊誤差,使薄壁套件受力均勻,對被加工件的裝夾定位,受力點面的確定以及切削過程中控制車刀進刀量和工件轉(zhuǎn)速都是加工工藝方案和工裝制備中要考慮的主要因素。
由于普通三爪卡盤的卡爪夾持面不是同一個面,在零件兩次裝夾過程中,不能保證零件處于同一中心位置,因此,若工件直接夾在車床的三爪卡盤上,勢必會影響其同軸度,軟三爪通過螺釘被固定在三爪卡盤上,車床加工出中心孔,這樣工件在套上芯軸后,經(jīng)直接裝夾卡盤的中心位置準確度高,此時芯軸的圓跳動就是機床主軸本身的圓跳動,因此,軟三爪又被稱作定位爪。
關(guān)注互動








